
Тематический обзор приурочен 50-летию Института технической акустики НАН Беларуси.
Представлены технология ультразвуковой сварки и методы контроля качества сварных соединений ультразвуковым методом. Рассмотрен стенд для исследования динамики осадки полимерных материалов в процессе воздействия на них ультразвуковыми колебаниями высокой интенсивности разработка. Описаны новые ультразвуковые преобразователи. Опробован лазерно-ультразвуковой метод контроля усилия затяжки специальных резьбовых соединений, оптико-акустический метод оценки объемной пористости покрытий. Проведена апробация способа прямого лазерного выращивания сплава Inconel 625 с ультразвуковым воздействием.
Представлены документы из фонда РНТБ, а также аннотированные описания электронных ресурсов и ссылки на полные тексты.
С полными текстами статей можно ознакомиться в зале информационно-справочной службы, комната 613, и в читальном зале периодических изданий, комната 614. Телефон для справок +375 17 226 61 88.

Власова, В. Н. Визуальные методы обнаружения дефектов при автоматической дуговой сварке металлическим электродом / В. Н. Власова // Вестник Димитровградского инженерно-технологического института. – 2025. – № 1. – С. 115–121. – URL: https://elibrary.ru/item.asp?id=82375257 (дата обращения: 23.09.2025).
Рассмотрен метод обнаружения дефектов при автоматической дуговой сварке металлическим электродом. Описаны различные типы дефектов сварных швов, такие как наружные и внутренние дефекты, а также сквозные дефекты. Представлены методы контроля качества сварных соединений, включая визуально-измерительный, капиллярный, магнитный, радиографический и ультразвуковой методы.
Влияние ультразвуковых колебаний на форму и строение столба дуги переменного тока / В. И. Лысак, Д. А. Муругов, А. В. Савинов [и др.] // Сварка и диагностика. – 2025. – № 1. – С. 27–30.
Исследовано влияние параметров сварки и мощности ультразвуковых колебаний (УЗК) на изменение формы дуги. Показано, что под воздействием УЗК происходит сжатие дуги с неплавящимся электродом, а также повышается пространственная устойчивость при любых значениях силы тока и длительности импульсов тока обратной полярности.

Выбор рационального типа свариваемых поверхностей при ультразвуковой сварке пластмасс / С. С. Волков, Д. С. Розанов, С. В. Гуркин, Н. В. Коберник // Сварка и диагностика. – 2025. – № 1. – С. 58–62.
Проведена систематизация разделок стыкуемых свариваемых кромок в зависимости от требований к готовой продукции. Разработана технология ультразвуковой сварки изделий круглой формы из поликарбоната с применением V-образной формы разделки кромок с получением прочного герметичного сварного соединения по всему контуру.
Данилов, В. Н. Некоторые особенности спектров и импульсов эхо-сигналов стандартных прямых преобразователей для типовых моделей отражателей при ультразвуковом контроле чугуна с пластинчатым графитом / В. Н. Данилов // Тяжелое машиностроение. – 2025. – № 1/2. – С. 22–29.
На основе компьютерного моделирования проведено сравнение максимумов спектров эхо-сигналов моделей стандартных преобразователей для различных вариантов модели чугуна с пластинчатым графитом с максимумом спектра для стали. Исследование показало, что отношение величин этих максимумов возрастает при уменьшении номинальной частоты преобразователя. Отмечено, что наибольшее значение этого параметра для всех вариантов модели чугуна наблюдается для эхо-сигналов от отражателя, при этом особенностью импульсов эхо-сигналов при увеличении затухания продольных волн в чугуне является уменьшение их длины вследствие расширения частотного спектра. Подтверждена обоснованность ранее сделанных рекомендаций по выбору параметров ультразвуковой дефектоскопии отливок из чугуна с пластинчатым графитом для различных расстояний.

Направленный ультразвуковой излучатель для газовых сред / В. Н. Хмелёв, А. В. Шалунов, С. Н. Цыганок, А. А. Синкин // Ползуновский вестник. – 2025. – № 1. – С. 225–231. – URL: https://elibrary.ru/item.asp?id=82279280 (дата обращения: 23.09.2025).
Рассмотрен высокоэффективный ультразвуковой излучатель для газовых сред с увеличенным уровнем формируемого звукового давления и узкой диаграммой направленности. В рамках исследования была предложена конструкция излучателя, состоящая из пьезоэлектрического преобразователя и диска переменного сечения. Для формирования узкой диаграммы направленности, использования излучения тыльной стороны диска и исключения взаимной компенсации колебаний были разработаны отражатели и фазовыравнивающие конусы. Для определения характеристик созданного излучателя были проведены измерения звукового давления и диаграммы направленности при различных конфигурациях: без дополнительных устройств, с отражателем, с отражателем и фазовыравнивающими конусами. Результаты исследования показали, что применение отражателя увеличивает уровень звукового давления на 3–3.5 дБ, а добавление фазовыравнивающих конусов позволяет достичь давления близкого к 150 дБ и уменьшить угол основного лепестка диаграммы направленности до ±4 градусов. Таким образом, предложенная конструкция существенно улучшает эффективность излучателя, направляя большую часть энергии в основной лепесток и увеличивая дальность действия ультразвукового излучения.

Опробование лазерно-ультразвукового метода контроля усилия затяжки специальных резьбовых соединений / В. А. Быченок, Ю. А. Попова, И. Е. Алифанова [и др.] // Приборы. – 2025. – № 1. – С. 42–47.
С целью обоснования применимости лазерно-ультразвукового метода для контроля усилия затяжки специальных резьбовых соединений проведены экспериментальные исследования по измерению скорости распространения продольной ультразвуковой волны по длине болтов специальных резьбовых соединений с помощью лазерно-ультразвукового дефектоскопа УДЛ-2М и оптико-акустического преобразователя П111-ОГ. В результате проведенных исследований установлено, что, несмотря на геометрические особенности объектов контроля, выбранные метод и средства контроля обеспечивают регистрацию ультразвуковых сигналов, прошедших по длине болтов специальных резьбовых соединений и отраженных от донной поверхности (донных сигналов). Установлена взаимосвязь между действующими в материале болтов механическими напряжениями и скоростью распространения продольной ультразвуковой волны, что подтверждает применимость лазерно-ультразвукового метода для контроля растягивающих механических напряжений, действующих в материале болтов при затяжке.
Подымова, Н. Б. Лазерный оптико-акустический метод оценки объемной пористости покрытий из алюминиевых сплавов на стальной подложке / Н. Б. Подымова, Ю. Г. Соколовская // Упрочняющие технологии и покрытия. – 2025. – Т. 21, № 2. – С. 85–91.
Предложен и экспериментально реализован лазерный оптико-акустический метод диагностики объемной пористости покрытий, полученных методом электродуговой наплавки алюминиевого сплава на стальную подложку. Метод основан на лазерном термооптическом возбуждении зондирующих ультразвуковых импульсов и измерении спектральной мощности рассеянных на порах сигналов (так называемой мощности структурного шума). Специальный оптико-акустический преобразователь с лазерным источником ультразвука позволяет осуществлять диагностику пористости при одностороннем доступе к плоской поверхности покрытия, локальность тестирования в плоскости покрытия составляет порядка 2… 3 мм.

Стенд для исследования динамики осадки полимерных материалов в процессе воздействия на них ультразвуковыми колебаниями высокой интенсивности / Р. В. Барсуков, Р. Н. Голых, А.Р. Барсуков, А. Н. Сливин // Механика композиционных материалов и конструкций. – 2025. – Т. 31, № 1. – С. 117–126.
Разработан экспериментальный стенд, предназначенного для изучения динамики осадков полимерных материалов (в том числе полимерных композитных материалов) в процессе воздействия на них ультразвуковыми колебаниями высокой интенсивности. В основе работы экспериментального стенда лежит контроль перемещения ультразвукового излучателя, который в процессе контактного взаимодействия с исследуемым образцом, при наличии статического давления, с помощью которого ультразвуковой излучатель прижат к тестируемому образцу, становится подвижным по мере поглощения образцом ультразвуковой энергии и, как следствие, перехода образца из твердого состояния в вязкое, а затем в текучее. Полученные при помощи разработанного стенда экспериментальные данные, характеризующие динамику осадки полимерных материалов в совокупности с другими данными, характеризующими процесс ультразвукового воздействия (частота ультразвукового воздействия, вводимая в зону ультразвукового воздействия мощность, характер ее изменения и т.п.) позволят более подробно изучить стадии процесса воздействия ультразвука на полимер, выявить, в частности, вклад гидродинамических эффектов (кавитационные явления, акустические микропотоки, релаксационные эффекты вязкости) в изменение свойств и интенсификацию диффузии на границе раздела полимеров под действием мощных ультразвуковых колебаний. Получение экспериментальных данных осуществляется в диапазоне амплитуд ультразвукового воздействии от 5 до 40 мкм и диапазоне статических усилий до 180 Н. Диапазон контролируемых деформаций 5 мм. Разработанный стенд позволит изучить и максимально раскрыть потенциал ультразвуковой сварки полимерных материалов, в частности, позволит выработать методы эффективной реализации процесса сварки как однородных, так и разнородных материалов.
Шварц, И. В. Исследование микроструктуры и твердости сплава Inconel 625, полученного методом прямого лазерного выращивания с ультразвуковым воздействием / И. В. Шварц, А. Х. Гильмутдинов // Вестник Пермского национального исследовательского политехнического университета. Машиностроение, материаловедение. – 2025. – Т. 27, № 1. – С. 37–45. – URL: https://elibrary.ru/item.asp?id=80481167 (дата обращения: 23.09.2025).
Рассмотрена апробация способа прямого лазерного выращивания сплава Inconel 625 с ультразвуковым воздействием. Сплав Inconel 625 широко используется при производстве ответственных изделий аэрокосмической промышленности, и существует повышенный интерес к изучению механизмов формирования микроструктуры и исследованию ее характеристик в процессе выращивания. Для проведения экспериментов разработан стенд для прямого лазерного выращивания с ультразвуковым воздействием. Проведен анализ микроструктуры металлических образцов как с ультразвуковым воздействием, так и при его отсутствии. Результаты работы показали, что ультразвуковая вибрация может служить эффективным инструментом для фрагментации столбчатых дендритов в более мелкие и равноосные. Анализ твердости выявил повышенное максимального значения микротвердости на 5,1 % по сравнению с традиционным способом выращивания. Сделаны выводы о возможных причинах полученных результатов, связанных с эффектом кавитации и акустическими течениями.
Щербаков, В. А. Контроль сварных соединений стали 12Х18Н10Т, изготовленных селективным лазерным плавлением / В. А. Щербаков, С. О. Рогачев // Заводская лаборатория. Диагностика материалов. – 2025. – Т. 91, № 4. – С. 36–43.
Представлены результаты оценки качества сварных соединений с использованием неразрушающих методов контроля. Исследовали пластины из коррозионностойкой стали 12Х18Н10Т (AISI 321) размером 100 × 100 × 5 мм и трубы с толщиной стенки 6 мм, изготовленные методом селективного лазерного плавления. Для анализа дефектности использовали методы рентгеновской компьютерной томографии, цифровой радиографии и ультразвукового контроля. Установлено, что наличие пор и несплавлений в свариваемых заготовках приводит к возникновению локальной пористости в сварном шве. Цифровой радиографией выявлена разница в формировании негативного и позитивного контраста рентгенограмм. Показано, что применение цифровой обработки рентгенограмм позволяет значительно улучшить качество изображения (увеличение контраста изображения в 7–8 раз) и повысить выявляемость дефектов. Кроме того, метод ультразвукового контроля дает возможность качественного определения наличия дефектов в сварном соединении, но не дает количественной оценки их характеристик вследствие сильно выраженной анизотропии акустических свойств материала. Полученные результаты могут быть использованы при контроле качества изделий аддитивного производства, в частности сварных соединений коррозионностойких хромоникелевых сталей в изделиях аэрокосмического назначения.

Gezer, H. The experimental investigation and optimization of the effects of ultrasonic welding parameters on weld quality / H. Gezer, C. Kaboglu, Y. Can Koser // Journal of Materials and Manufacturing. – 2024. – Vol. 3, iss. 2. – P. 1–9. – URL: https://doi.org/10.5281/zenodo.14274629 (date of access: 23.09.2025).
Переведенное заглавие: Оптимизация влияния параметров ультразвуковой сварки на качество сварного шва: экспериментальное исследование.
С целью анализа влияния таких параметров ультразвуковой сварки, как амплитуда, давление и время, на качество сварного шва проведено экспериментальное исследование. Метод Тагучи был использован для того, чтобы свести к минимуму количество экспериментов и определить оптимальное сочетание параметров сварки, которые максимально повышают желаемые характеристики качества сварного шва. В соответствии с этим методом была разработана серия экспериментов на основе ортогональной матрицы L9. Результаты были статистически проанализированы с использованием программного обеспечения Minitab. Полученные данные показали, что наилучшая прочность сварного шва была достигнута при давлении 4 бар, времени обработки 1 секунда и амплитуде 90 Гц. Установлена корреляция между увеличением этих параметров и качеством сварного шва. Выявлено, что метод Тагучи может быть эффективно применен для оптимизации параметров ультразвуковой сварки и для получения высококачественных сварных швов.

Review on ultrasonic welding quality monitoring technology / Byeong-Jin Kim, Insung Hwang, Seong-Guk Son [et al.] // Journal of Welding and Joining. – 2024. – Vol. 42. – № 2. – P. 215–222. – URL: https://doi.org/10.5781/JWJ.2024.42.2.9 (date of access: 23.09.2025).
Переведенное заглавие: Технологии контроля качества ультразвуковой сварки: обзор.
Описаны методы прогнозирования качества ультразвуковой сварки путем измерения энергии, выделяемой в процессе сварки, а также температуры сварного шва. Представлены различные методы измерения температуры сварного шва. На основе данных полученной энергии и вибрации проведено машинное обучение систем контроля качества.
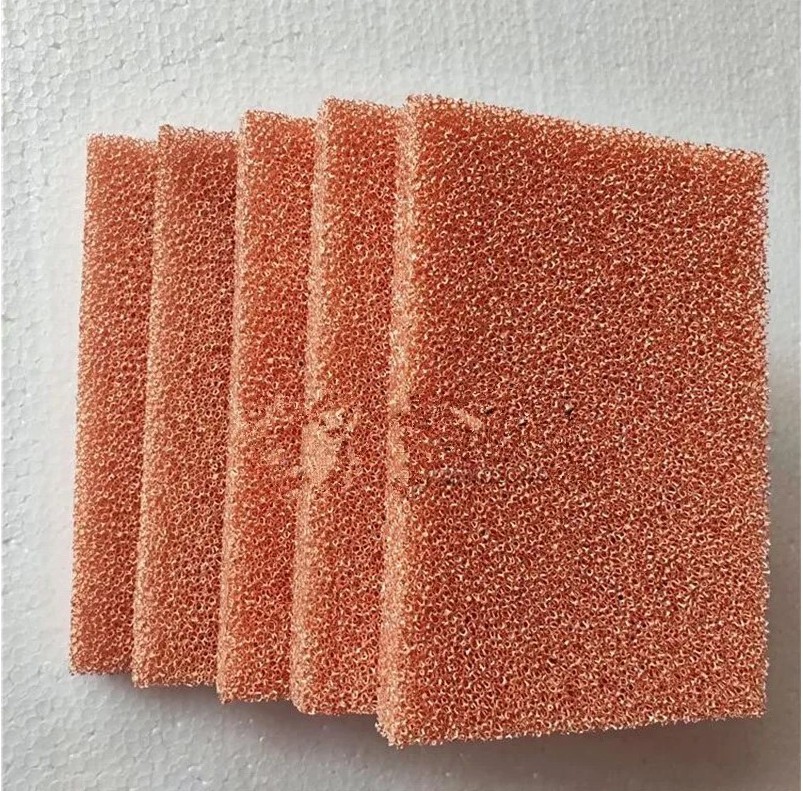
Ultrasonic spot welding of open-cell Cu foam and Al plate: A study on the quality of joints / Mengnan Feng, Ziyao Wang, Sansan Ao [et al.] // Journal of Materials Research and Technology. – 2024. – Vol. 29. – March–April. – P. 196–212. – URL: https://doi.org/10.1016/j.jmrt.2024.01.033 (date of access: 23.09.2025).
Переведенное заглавие: Ультразвуковая точечная сварка медной пены и алюминиевой пластины: исследование качества соединений.
Для изучения влияния сварочного давления, амплитуды сварки, использована ортогональная схема испытаний. Рассмотрено взаимодействие между тремя параметрами сварки (давление > энергия сварки > амплитуда сварки) на предел прочности при растяжении, при сдвиге сварных соединений медной пены и алюминиевой пластины. На основании результатов ортогонального испытания была разработана система оценки сварных соединений при ультразвуковой сварке. Оптимальное сочетание параметров сварного соединения медная пена/алюминиевая пластина получается следующим образом: 0,5 МПа, 65 %, 130 Дж, при котором пористая структура соединения является полной, а его прочность на разрыв равна или даже выше, чем у основного материала.
Вы можете заказать представленные на выставке издания, используя форму. Мы забронируем их для вас и сообщим, в каком читальном зале они будут доступны.
Заказать издания может только читатель РНТБ.
Вы также можете заказать фрагменты полных текстов, воспользовавшись услугой электронная доставка документов либо услугой электронный абонемент (услуги платные).